

一、煤粉转子秤磨损原因
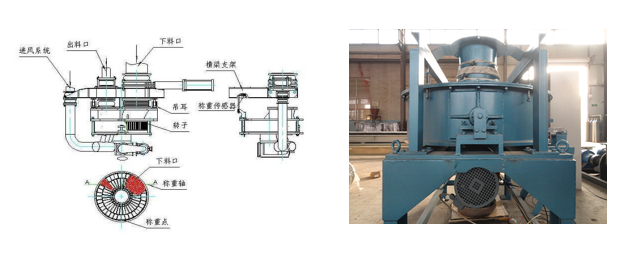
煤粉转子秤进料口、出料口、压缩空气入口、壳体等部位作为输入和输出煤粉的主要设备部件,该部位长期受煤粉的冲击冲刷,严重时可造成部件局部穿孔,使设备造成重大损伤并且影响煤粉计量和存在安全隐患。该类问题长期存在于设备使用过程中,常规的补焊修复工艺加速了部件的报废速度,迫使企业投入高昂的费用采购备品备件,为此企业加大了运营成本。并且企业为此增加很多的停机时间,严重影响设备的安全连续化运行。
二、 设备磨损原因分析
1、 设备及部件经半年左右的使用周期之后普遍出现以上冲刷磨损现象,企业传统解决方案一般为补焊修复或直接报废更换,补焊之后由于热应力影响导致部件寿命大大缩短,一般应用半年至一年左右便要报废,大大增加了企业的维修维护成本;
2、 频繁拆卸更换,加大停机或检修时间及工人劳动强度。
三、 高分子复合材料修复工艺
RJ-设备专用耐磨材料是一种专门用于抵抗流体环境下的磨损、腐蚀、冲刷、气蚀的高性能复合材料,它的特殊分子结构赋予的金属材料不具备的“退让性”,适应交替变形和温度的变化等性能,确保材料具有优异的防腐蚀、抗气蚀、耐磨损能力,其高密度的分子量及光滑表面涂层,可以提高抗冲刷磨损的能力。 RJ-设备专用耐磨材料还可以反复涂抹保护,确保基材不受损伤。
四、现场施工工艺
1. 对设备冲蚀缺损部位进行补焊。
2. 脱脂、除潮处理:用氧气乙炔去除工件表面的油脂和潮气。
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。

五、施胶工艺:
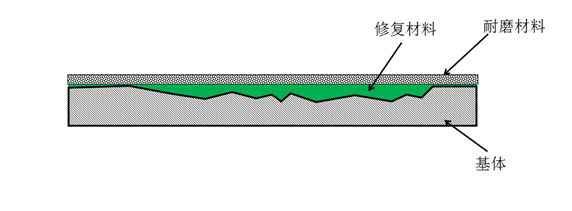
1.先预热已喷砂的设备,再将RJ-C-16耐磨修复材料A、B组份按比例混合搅拌均匀,涂覆于设备磨损部位,并使用刮板将涂层表面处理平整、光滑;

2.初固后,将设备专用修复面漆按比例混合均匀后,用喷涂或涂刷的方法涂敷于工件表面,进行表面处理,使修复面平整、光滑;
3.加温固化:a.完成施胶的工件,在常温30℃(室温25℃)条件下24—36小时完全固化。
b.在加温炉中100℃加热1小时完全固化。
六、研磨、验收:
1.研磨:固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸。
2.验收:按照设备组装标准进行组装,达到设备正常运行标准。

客户服务:17719230611(微信)
商务经理:17796750070(微信)
邮箱:lyrongji@126.com
地址:河南省洛阳市王城大道

